W procesach wytłaczania osiągaliśmy z reguły maksymalną wysokość wytłoczek rzędu około (0,7-0,8)d. W celu uzyskania wytłoczek o większej wysokości w stosunku do średnicy, należy wstępnie ukształtowaną wytłoczkę poddać następnej operacji zwanej przetłaczaniem.
Przebieg procesu przetłaczania zostanie rozpatrzony na przykładzie wykonania wytłoczki cylindrycznej (rys.7.1).
Pod wpływem nacisku wywieranego przez stempel na dno wytłoczki (rys.7.1a) swobodna jego część, przechodząc przez stożek matrycy o tworzącej AB (rys.7.1b), stopniowo przekształca się w ściankę pionową. Przebieg odkształcania dna jest zbliżony do procesu wytłaczania. Następnie przez stożek matrycy przechodzi część cylindryczna wytłoczki, zmniejszając swą średnicę z d1 do d2 (rys.7.1b). Odbywa się to pod wpływem promieniowych naprężeń rozciągających b2 i obwodowych ściskających b1 .Kształtowanie przebiega więc w sposób charakterystyczny dla procesów ciągnienia. Zmniejszanie bocznej średnicy ścianki wytłoczki zachodzi przy ustalonej geometrii warunków kształtowania.
Obszar plastycznego płynięcia obejmuje bowiem jedynie stożek kształtujący i jest ograniczony punktami A i B. Pozostałe obszary wytłoczki są w stanie sprężystym. Jest to istotna różnica w stosunku do operacji wytłaczania, w której średnica zewnętrzna kołnierza kształtowanej wytłoczki ulega zmianie przez cały czas trwania procesu, a obszar uplastyczniony dochodzi do krawędzi kołnierza. Przebieg siły przetłaczania zależy od tego, czy po operacji wytłaczania zastosowano wyżarzanie rekrystalizujace, czy też przetłaczaniu poddaje się wytłoczkę w stanie umocnionym. Dla pierwszego przypadku przebieg siły przedstawiono na (rys.7.1d), linią przerywaną. Na początku procesu występuje szybki wzrost siły. Po ustaleniu się warunków geometrycznych wartość siły przetłaczania powinna być stała. W rzeczywistości występuje jednak pewien jej wzrost, który jest spowodowany niejednakową grubością ścianki wytłoczki. Grubość ta jest najmniejsza w pobliżu, dna, a największa na obrzeżu.
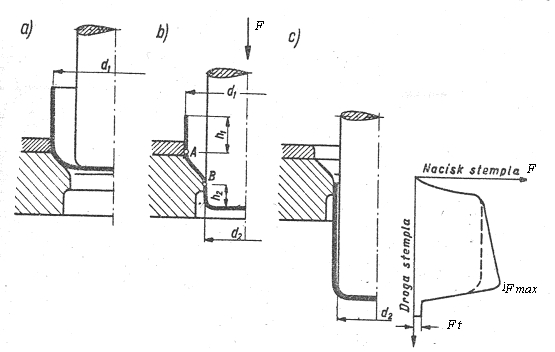
Rys.7.1. Przetłaczanie swobodne: a) położenie wytłoczki na początku procesu, b) kształt wytłoczki podczas przetłaczania, c) zakończenie procesu, d) zależność między siłą przetłaczania a drogą stempla. [3]
Przebieg siły przetłaczania wytłoczki nie wyżarzonej pokazano na (rys.7.1d) linią ciągłą. W tym przypadku w poszczególnych fazach procesu siła ma znacznie większe, wartości, przy czym wzrost jej podczas zmiany średnicy ścianki bocznej jest szybszy niż dla wytłoczki wyżarzonej. Jest to spowodowane niejednakowym umocnieniem, materiału, wzdłuż ścianki, które wystąpiło podczas wytłaczania. Najmniejsze umocnienie występuje przy dnie, największe zaś na obrzeżu.
Siła przetłaczania osiąga największą wartość pod koniec procesu. Po osiągnięciu maksimum siła szybko spada do wartości Ft (rys.7.1d),
potrzebnej do pokonania oporów tarcia obrzeża wytłoczki o cylindryczną ściankę otworu matrycy.
Opisany wyżej prawidłowy przebieg procesu przetłaczania może zostać zakłócony przez trzy bardzo niekorzystne zjawiska a mianowicie:
- rozerwanie wytłoczki siłą osiową wywieraną przez stempel-oderwanie dna,
- fałdowanie się ścianki wytłoczki, spowodowane nadmiernym utwardzeniem materiału,
- wzdłużne pękanie ścianki przy obrzeżu wytłoczki przyczyną których jest nadmierne umocnienie materiału w wyniku przekroczenia dopuszczalnej wielkości odkształcenia plastycznego na zimno dla tego typu operacji i danego materiału.
Rozerwanie wytłoczki siłą osiową.
Podobnie jak w procesie wytłaczania aby nie wystąpiło obwodowe pęknięcie wytłoczki, musi być spełniony warunek, że maksymalna siła występująca w procesie przetłaczania jest mniejsza od siły zrywającej:
Fmax<Fzr
Przy czym : FzrRm –siła zrywająca walcową ściankę wytłoczki.
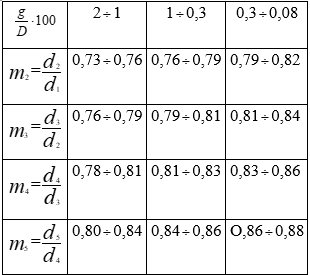
Warunek jest spełniony wtedy, gdy stosunek średnicy wytłoczki po przetłoczeniu do średnicy przed procesem d2/d1 jest większy od pewnej wartości granicznej tzw. Granicznego współczynnika przetłaczania (m2)gr.
Przy wielokrotnym powtarzaniu tego procesu tj. Pierwszego z średnicy otrzymanej wytłoczki w procesie wytłaczania d1 na d2 ( współczynnik przetłaczania m2 ) a następnie przetłaczając na d3, d4 … dn można otrzymać
wymaganą średnicę wyrobu. Dla każdej kolejnej operacji przetłaczania musi być spełniony warunek:
![]()
wynikający ze wzrastającego oporu plastycznego ścianki wytłoczki(wywołanego umacnianiem materiału), podczas gdy materiał przy dnie wytłoczki jest prawie nie umocniony ze względu na małą wartość odkształcenia.
TABELA 7.1. Najmniejsze wartości współczynników mn dla kolejnych operacji. [20]
Fałdowanie ścianki bocznej.
Przy przetłaczaniu ścianka boczna może w pewnych przypadkach ulec pofałdowaniu. Mechanizm tego zjawiska jest podobny jak przy wytłaczaniu. Powstawaniu fałd zapobiega się przez zastosowanie dociskacza (rys.7.2).
Stosowanie przetłaczania swobodnego lub z dociskaczem zależy od grubości ścianki wytłoczki w stosunku do średniej średnicy wytłoczki przed przetłaczaniem.
Dla grubości ścianki g>0,015 stosuje się przetłaczanie swobodne.
Dla grubości ścianki g<0.01 stosuje się przetłaczanie z dociskaczem.
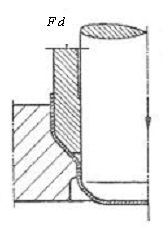
Rys. 7.2 . Przetłaczanie z dociskaczem. [19]
Wartość siły dociskającej Fd (rys.7.2) przy przetłaczaniu jest na ogół ustalana doświadczalnie. Zależy ona od kształtu matrycy, stosunku , rodzaju materiału i sposobu smarowania.
Pękanie obrzeża wytłoczki.
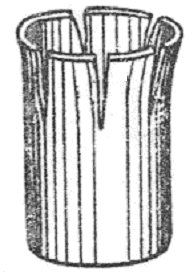
Wykonywanie większej ilości operacji przetłaczania, bez przeprowadzenia obróbki wyżarzania zmiękczającego, w niektórych przypadkach jest niemożliwe, ze względu na zjawisko utraty własności plastycznych przez materiał. Powoduje to wzdłużne pękanie obrzeża wytłoczki w czasie przetłaczania (rys.7.3). Ścisłe określenie dopuszczalnej ilości operacji bez prób jest trudne, ponieważ zależy ono od rodzaju i stanu materiału, konstrukcji i stanu powierzchni narzędzi oraz smarowania.
Na ogół czynnikiem zasadniczym jest jednak rodzaj materiału i wielkość odkształcenia.
Rys.7.3. Wzdłużne pękniecie ścianki bocznej. [7]
Wyciąganie jako kolejna metoda przetłaczania.
Proces wyciągania prowadzi się z reguły po zakończeniu operacji wytłaczania i przetłaczania bez pocienienia ścianek oraz po wyrównaniu obrzeża wytłoczki i wyżarzeniu rekrystalizującym.
Wyciąganie polega na zwiększeniu wysokości wytłoczki przez zmniejszenie grubości jej ścianki , przy czym wewnętrzna średnica wytłoczki nie ulega zazwyczaj zmianie.
Rys.7.4. Wyciąganie. [19]
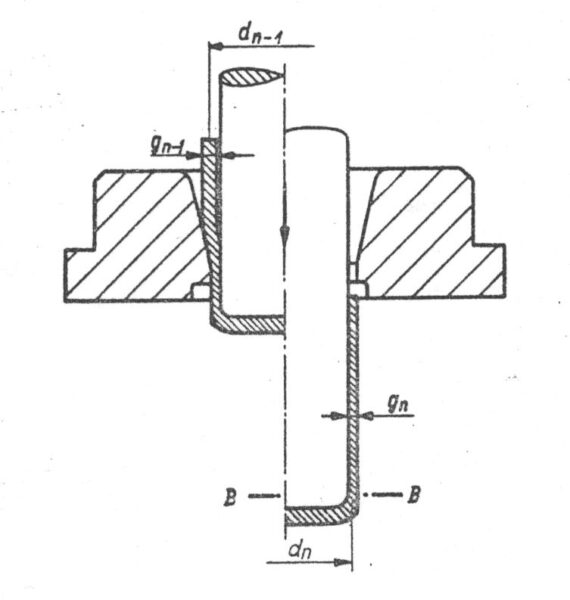
Operacje wyciągania przeprowadza się na tłocznikach (rys.7.4), dla których szczelina między ścianką otworu pierścienia ciągowego a stemplem, równa końcowej grubości ścianki gn , jest mniejsza od początkowej grubości ścianki gn-1 .
Podobnie jak przy przetłaczaniu , maksymalne zmniejszenie grubości ścianki , możliwe do uzyskania w jednej operacji wyciągania, jest ograniczone możliwością rozerwania wytłoczki , gdy siła osiowa wywierana przez stempel na dno wytłoczki przekracza wytrzymałość jej walcowych ścianek.
W procesie wyciągania, na dno wytłoczki działa tylko część całkowitej siły wywieranej przez stempel . Pozostała część siły przenoszona jest na skutek tarcia stempla bezpośrednio na wewnętrzną powierzchnię walcowych ścianek wytłoczki w obszarze odkształcenia plastycznego . Na skutek tego całkowity nacisk stempla może nawet znacznie przekraczać wytrzymałość wytłoczki na rozciąganie w najsłabszym przekroju B-B, leżącym w pobliżu dna (rys. 7.4). Stwarza to możliwość większego wydłużenia wytłoczki w jednej operacji wyciągania niż jest to możliwe w operacji przetłaczania.
W pewnych przypadkach można połączyć wytłaczanie z jednoczesnym pocienieniem ścianki. Odkształcenie określa się wówczas, biorąc za A0 powierzchnię boczną krążka (A0= g0).
TABELA 7.3 Zestawienie największych odkształceń, jakie można uzyskać w operacji wytłaczania w połączeniu z wyciąganiem, lub przy samym wyciąganiu (dla różnych materiałów) . [4]
| Materiał
|  | |
| Wytłaczanie Z wyciąganiem | Wyciąganie | |
| Stal miękka Stal średnio twarda Mosiądz Aluminium | 5560 3540 6070 6065 | 3545 2530 5060 4050 |
W warunkach, wyciągania z zastosowaniem odkształceń podanych w tabeli 7.3, należy zasadniczo poddać wytłoczkę wyżarzaniu zmiękczającemu. Istnieje jednak możliwość uzyskania znacznie większych odkształceń bez potrzeby wyżarzania zmiękczającego. Ma to miejsce w przypadku następujących po sobie kolejno operacjach przetłaczania i wyciągania , bądź kilka operacji wyciągania z mniejszymi stopniami odkształceń niż podano w tablicy 7.3.
Dotłaczanie jako operacja wykończająca.
Dotłaczanie polega na nadaniu wytłoczce ostatecznego kształtu co przedstawiono na rysunku 7.5.
W czasie dotłaczania, w pewnych obszarach wytłoczki powstają naprężenia i odkształcenia odpowiadające procesowi rozciągania, w innych zaś ciągnienia. Dotłaczanie bywa stosowane jako ostatnia operacja w procesach kształtowania głębokich wytłoczek w postaci walców, stożków, paraboloid obrotowych itp.
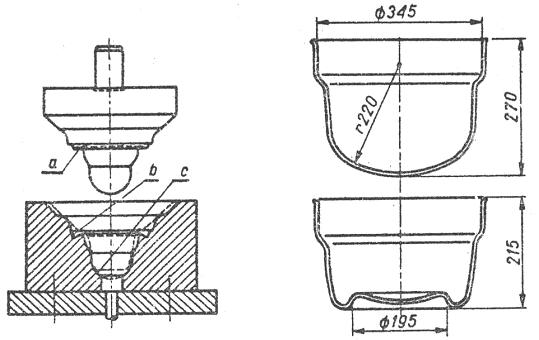
Rys.7.5. Ostateczne kształtowanie wytłoczek przez dotłaczanie. [19]
Celem dotłaczania może być również zmniejszenie promieni przejść między dnem i ścianka lub między ścianką i kołnierzem wytłoczki, które ze względów technologicznych zostały wykonane znacznie większe od żądanych przez konstruktora.
